Syntegon ist ein weltweit führender Anbieter von Prozess- und Verpackungstechnik für die Pharma- und Nahrungsmittelindustrie. Am Hauptsitz in Waiblingen haben wir bereits in der Vergangenheit regelmäßig verschiedenste Projekte der dortigen Gebäudetechnik betreut und umgesetzt. Für den Aufbau eines Reinraumbereiches, in dem praxisnahe Versuche und Abnahmen der Verpackungsmaschinen unter realen Bedingungen durchgeführt werden können, bekamen wir anhand eines von Syntegon erstellten Pflichtenheftes den Auftrag für die Planung und schlüsselfertige Realisierung.
Die Testräume werden im Unterdruck betrieben – so ist der Personenschutz gewährleistet. Dabei können die Reinräume wahlweise und ganzjährig in einer Temperatur- und Feuchtspezifikation von 22±2K und 15–60 % r. F. Luftfeuchte betrieben werden.
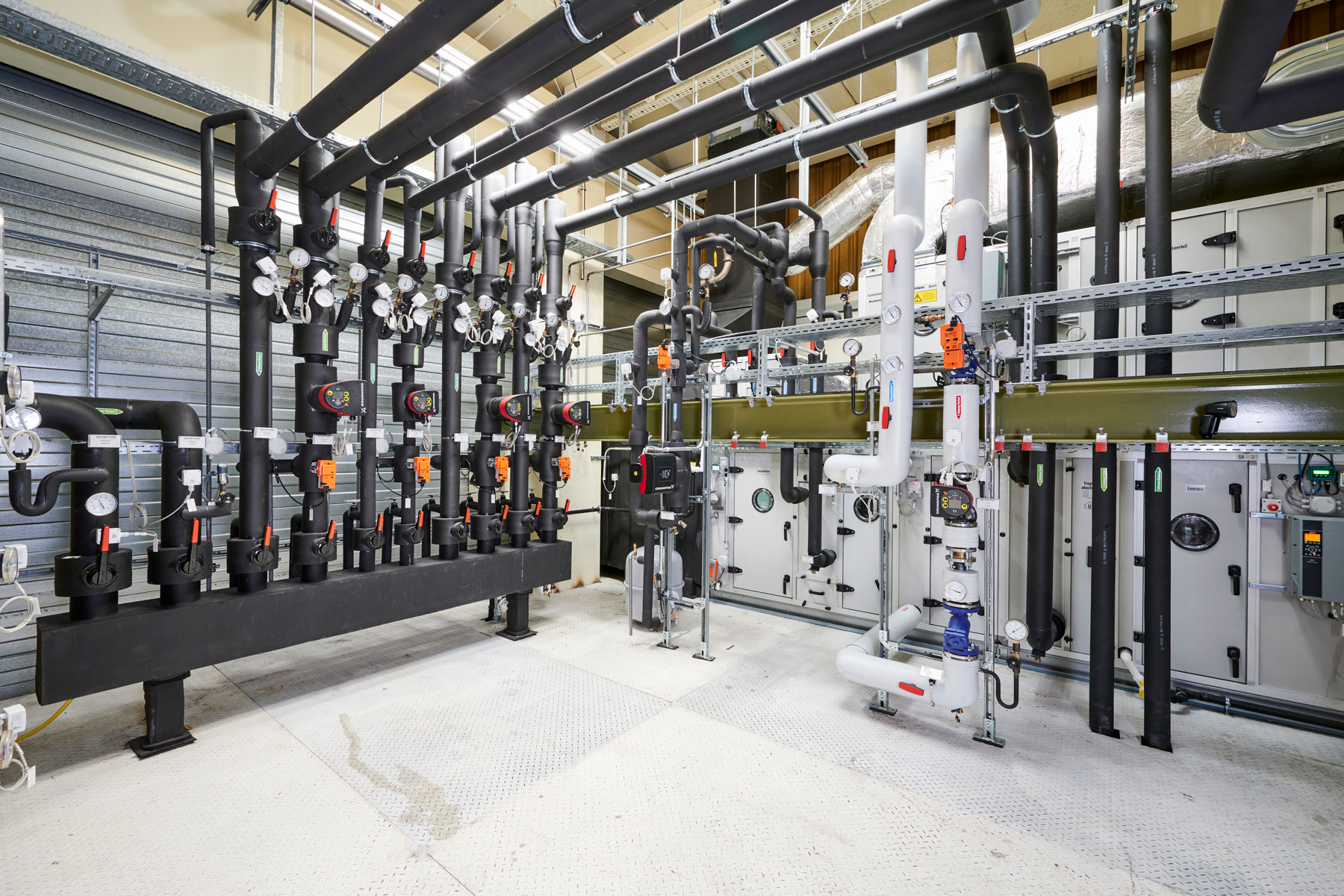
Ein rund 600 m² großer Bereich in einer bestehenden Werkhalle beherbergt nun Reinraumtechnik der Reinheitsklasse ISO Klasse 8: Fünf hochmoderne Reinräume zuzüglich der entsprechenden Peripherie-Reinräume. Die Planung und Umsetzung von Reinraumhülle, Rotationsschleusen, Stahlbau, Lüftungs-, Heizungs-, Kälte-, Sanitär-, Elektro- und MSR-Technik, Filter-Fan-Units sowie Medienversorgung (VE-Wasser und Druckluft) erfolgten durch unser Reinraumteam komplett aus einer Hand. So konnten die technischen Anforderungen der Prozesstechnik- und Verpackungsmaschinenspezialisten von Syntegon an die neuen Reinräume in einem Zeitraum von lediglich neun Monaten erfüllt werden.